Cold Air Guns Use Argon Gas in Aerospace App
Featured Product from Vortec
CUSTOMER OVERVIEW
An aerospace parts manufacturer, for a major player in the aerospace industry, fabricates and welds stainless-steel and Inconel to produce a variety of parts for the airframes and engines used on commercial jets. The aerospace manufacturer was having difficulty producing acceptable prototype parts for a project that they were bidding on. If they could not produce a quality prototype in time, they were going to lose the bid and potentially hundreds of thousands of dollars.
THE CHALLENGE
This particular stainless-steel part was being TIG welded using argon for the shielding gas. The shielding gas was used not only for the weld gun but also supplied to a fixture to ‘bathe’ the internal sections of the part in the inert gas. This was meant to keep the back side of the weld clean and free of carbon. During the welding operation, the thin stainless-steel was warping slightly, causing some dimensions to go out of tolerance.
The warping of the stainless-steel part was due to the heat input and welding speed not being kept within the appropriate parameters (this may vary depending on the type and size of the part). Any attempts to speed up this process can cause distortion and warping. The only way to truly avoid warping is to apply slow, cool air onto the product. This is where we came in.
The warping of the stainless-steel part was due to the heat input and welding speed not being kept within the appropriate parameters (this may vary depending on the type and size of the part). Any attempts to speed up this process can cause distortion and warping. The only way to truly avoid warping is to apply slow, cool air onto the product. This is where we came in.
THE SOLUTION
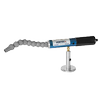
The aerospace manufacturer, who had prior experience with Vortec’s enclosure cooling products, wanted to see if the shielding gas to the fixture could be cooled via a Vortec Cold Air Gun. This cooler welding gas would help to counteract the heat created by the welding. The aerospace manufacturer reached out to us and spoke with one of the application engineers describing the problem. The Vortec application engineer understood the issue and configured a model 610 Cold Air Gun, with the appropriate inlet and outlet connections, that would match up with the customer’s attachments on the argon supply and the fixture connection.
After a test run, the Vortec application engineer found that the connection on the fixture was undersized, therefore it was restricting the cooling capabilities. The Vortec application engineer recommended that the fitting size on the fixture be increased from ¼” tubing to a ½” tubing to reduce the backpressure on the Cold Air Gun. This change allowed the Cold Air Gun to operate more effectively and produce the cooling capacity needed to successfully keep the part cool and the dimensions within tolerance.
As an added safety measure, the Vortec application engineer recommended that the aerospace manufacturer also use a model 903 Air Flow Amplifier to duct and expel the argon gas and welding fumes away from the welder. This was to ensure the welder's safety and maintain a well-ventilated area.
After a test run, the Vortec application engineer found that the connection on the fixture was undersized, therefore it was restricting the cooling capabilities. The Vortec application engineer recommended that the fitting size on the fixture be increased from ¼” tubing to a ½” tubing to reduce the backpressure on the Cold Air Gun. This change allowed the Cold Air Gun to operate more effectively and produce the cooling capacity needed to successfully keep the part cool and the dimensions within tolerance.
As an added safety measure, the Vortec application engineer recommended that the aerospace manufacturer also use a model 903 Air Flow Amplifier to duct and expel the argon gas and welding fumes away from the welder. This was to ensure the welder's safety and maintain a well-ventilated area.
THE RESULTS
By implementing the simple change of adding a Cold Air Gun to their welding process, the aerospace manufacturer not only improved the quality of their process but won the bid on the project. As an added bonus, they were cheaply able to improve the safety of their welders by implementing an air amp to duct fumes. The manufacturer is now looking into how they can bring Cold Air Guns into other areas of their facility and make additional process improvements.