Press Brake Tooling Information
 Press brake tooling includes dies and punches used with a press brake to form, bend or flatten sheet metal.
Press brake tooling includes dies and punches used with a press brake to form, bend or flatten sheet metal.
Press brake tools are used in conjunction with a press brake, which operates are heavy boom or press in order to shape and bend sheet metal. The press uses a punch to force the metal sheet into the die, creating a permanent crease and reshaping the metal. Press brakes and their accompanying tools operate without an external heating device; the heat and friction from the press' tools are enough to reshape the material. Press brake tools are usually steel, but other materials such as urethane do exist.
Below are punch and die configurations used to provide a variety of bends for sheet metals:

Types of Bending
Folding: Sides of the sheet are clamped, then the bend beam extends between the clamps and creases the sheet around the bend profile. The bend angle is determined by the folding angle of the bending beam, punch and die geometry and the material characteristics. This simple process rarely damages the sheet metal.
Wiping: In this instance, the sheet metal is clamped in the middle and bending tools are used to warp the metal by applying torque to the sides of the clamp. This process is quicker than folding, but may damage the sheet metal.
Variations in Bending
| Air bending: Actually a type of three point bending, the punch presses the material into the die, but does not make contact with the die's deepest point. Multiple bend angles and materials can be used in this flexible technique because the crease depends on the material's resistance. However, the drive of the punch must be precise and may result in springback. | 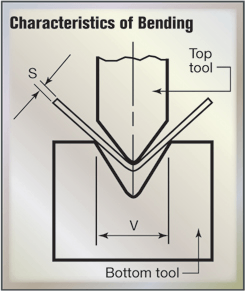 |
| Bottoming: A variation of air bending, the sheet metal is driven to the bottom depth of the die by a rounded punch. The punch is directly responsible for the angle creased into the sheet metal, so each angle requires a unique tool set. Bottoming has minimal springback. | 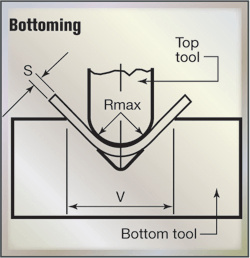 |
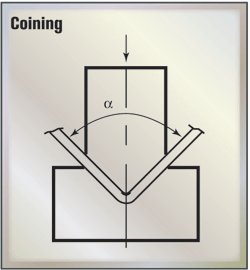
| Coining: The punch crushes the sheet metal to the bottom of the die with heavy force, resulting in very precise bends. Coining has nearly no springback. To create varying angles, the tolling must be replaced. Coining is also an expensive press method. |
Images credit all: Metal Forming Magazine |
| Three point bending: A newer method, this is another variation of air bending. This method's die depth is adjustable in height, offering a precise bend when the punch drives the sheet metal to the die bottom. This method can also provide multiple bending angles, but is expensive and has limited accessories. |
Press Brake Complications
- Anisotropy: Sheet metal is produced by a rolling process that stretches the metallic crystal structure across the length of the sheet. This can alter the malleable characteristics of each individual sheet.
- Springback: Near the center of the bend is a low-stress zone where only elastic deformation occurs. After a bend, this area retains some of its original shape. Stiffer sheets have higher levels of springback, but press brakes can be made to account for springback.
- Galling: Occasionally, metal flakes or particles can become stuck to the punch during the bending process. If not removed, this can modify the bend and damage the sheet.
- Machine deflection: When high pressure is exerted the top tool may become misaligned from the the bottom tool, resulting in an uneven bend across the sheet. This can be fixed with automated adjustment systems.

Some manufacturers provide the maximum allowable tonnage that can be applied to press break tools. In instances where this is not provided, as safe rule of thumb is to never apply a press' full tonnage to a length less than 60% percent of the side frames. Doing so could cause a small section to be overloaded, deforming the material, press and tooling.
Resources
Metal Forming Magazine - Press Brake Bending: Methods and Challenges
Wila - Press Brake Productivity Site
The Fabricator - Discovering the Limits of Press Brake Tooling
Image credits:
Perfect Form LLC | Direct Industry via Wilson Tool | Dallas Ft. Worth Industrial


