Web Inspection Systems Information
 |
 |
 |
Web inspection systems are used for the detection of defects or the dimensional gauging of continuously processed materials such as paper, film, metal foil, or textiles. Web material defects that can be detected include stains, physical deformities, coating inconsistencies, and various contaminants (metal, dirt, flies, etc.).
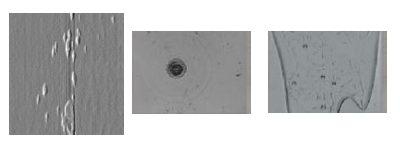
Figure 1 – Displays of image defects, including bubbles, holes, and stains. Image Credit: M&CS, Inc.
Historically, web inspection systems have used lasers, cameras, ultrasound technology, or spectrometers for sensing defects and making measurements. Today, cameras are the primary sensing technology for most web inspection applications due to their price-performance ratio compared to other options.
Web inspection is crucial for preventing unacceptable product in a web or process line from being used or sold. This protects companies from mistakenly providing customers a defective or substandard product that could cause failure. By pinpointing sources of problems or inconsistencies, web inspection equipment can save time and reduce disposal costs.
How Does Web Inspection Work?
Web inspection systems typically require some type of sensor for inspection, a means of tracking position on the web or line, and a user interface (UI) for logging and monitoring system performance. Some systems have physical indicators further along the process line to mark the location of defects for manual removal from the web. In other systems, location can be tracked electronically by information sent to the control computer from each sensor. Different types of web inspection equipment can be distinguished by the type of sensor they employ.
Camera Sensors
CCD (charge-coupled device) cameras are currently the most common type of web inspection sensor. Web inspection cameras operate by picking up light that is projected at different angles through or reflected off the web surface. Hundreds or thousands of images of the surface are made every second from this light. These images are sent electronically to a main processor or computer to be analyzed for defects or deviations from the set standard. Some cameras are designed to employ UV (ultraviolet) and IR (near infrared) lighting for detecting properties with little contrast in visible light.
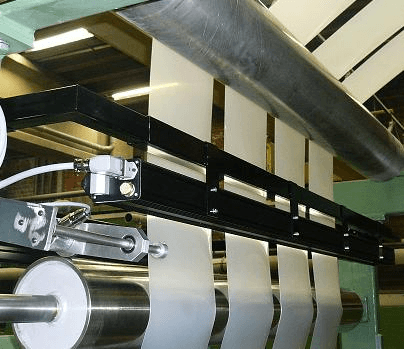
Figure 2 – Line scan CCD camera web inspection. Image Credit: IVA
Laser scanners project a laser dot or line on a surface, and a sensor measures the distance to the surface. These readings are used to measure thickness, read and process material labels, or detect flaws in a process line. Even with the development of high-quality camera technology, laser scanners still provide a higher resolution for the most demanding applications (small defects at high line speeds). These systems tend to cost much more than other system types.
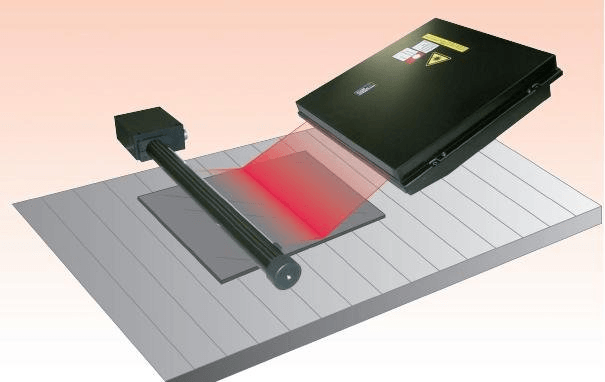
Figure 3 – Model of web inspection through laser scanning. Image Credit: TAIYO ELECTRIC Co. and Alibaba
Ultrasonic Sensors
Ultrasonic sensors use short ultrasonic pulse-waves which are sent into materials for inspection and characterization. The signal either echoes back and is retrieved from where it was sent (known as reflection) or it travels through the material to a separate receiver (known as attenuation). Ultrasonic technology has high penetrating power, making it most useful for the detection of internal flaws and measurement of large thicknesses. It is used mostly for analyzing metals and alloys since its detection resolution decreases with material density. Its suitability for web surface applications is limited to specialized applications, as ultrasound inspection usually involves stationary materials.
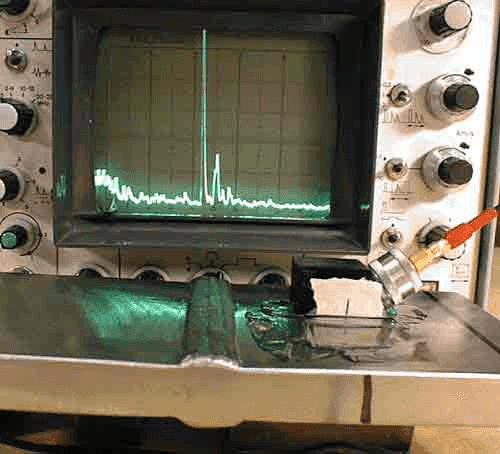
Figure 4 – Example of an ultrasonic indicating screen. The very high peak near the center indicates a defect. Image Credit: NDT Resource Center
UV/Vis/NIR Spectrometers
UV/Vis/NIR (Near Infrared) spectrometers employ light interference, the result of the interaction of light partially reflected based on the refractive properties of the material. Thickness can be measured by the comparison of the difference in path-length of two reflected rays for a material with a known refractive index.
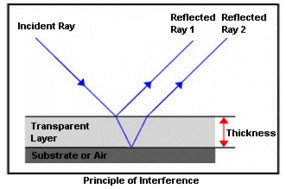
Figure 5 – Depiction of the measurement principle behind UV/Vis Spectrometers. Image Credit: Analytica-world
Spectrometers are not designed for high speed detection, and thus are generally implemented for low-volume web applications for specialized materials.
Selection of Equipment
Selecting or designing web inspection equipment requires the industrial buyer or manufacturer to define the level of detection accuracy required (based on the defect type and line speed of the process). In addition, the user may need to consider the operation requirements and additional system features which may be necessary for the application.
| Type of Sensor | Physical Deformities | Stains | Coating Inconsistencies | Surface Contaminants | Internal Flaws | Thickness / Dimensions | Opacity |
| Camera | Yes | Yes | Yes | Yes | No | No | Yes |
| Laser | Yes | Yes | Yes | Yes | No | Yes | Yes |
| Ultrasound | Yes | No | No | No | Yes | Yes | No |
| Spectrometer | No | Yes | Yes | No | Yes | Yes | Yes |
Table 1 – Detection capabilities of differ sensor types. Note that sensor capabilities will vary based on the material type and individual design specifications.
Detection Performance
Detection performance defines the function of web inspection equipment, including defect sensing and property measurements.
For most types of web inspection sensors, detection performance is measured based on resolution, speed, and web width.
- Resolution is a measure of the level of detail a sensor can capture. For high-performance web inspection cameras, resolution can be as much as 0.002 in, while lasers commonly can reach down to 0.0016 in.
- Scan rate is the rate of image capture or data collection, typically measured in frames per second (fps) or lines per second (lps). Typical scan speeds for lasers and cameras are between 2000 and 5000 lines/sec. This property is important for processes which move materials at high speeds.
- Web width is the maximum viewing width of the web that the sensor can capture. Larger web surfaces require more or higher-quality sensors for proper inspection.
- Processing power is the data processing and storage capability of a sensing device. Higher line speeds and image resolutions require more processing capability to handle the flow of incoming detection data.
Performance requirements of sensing equipment depend mostly on defect contrast, defect size, line speed, and number of defects.
- Defect contrast is a measure of how distinguishable an inconsistency in the web is to the web itself. A defect with low contrast is more subtle and will be harder to detect.
- Defect size is the overall scale of the imperfection. A defect of small size will require higher resolution to detect.
- Line speed is the speed in which the web material moves through the system. At higher speeds, defects pass through the camera’s field-of-view much faster, demanding higher video speeds.
- Defect numbers can increase the demands of the device, since more defect detection requires the system to handle and process more information.
System Features
Various system features may also be an important piece to proper web inspection equipment selection. Typical features include marking systems, lane reporting, and UI enhancements.
- Marking systems are employed in some web inspection systems for visual marking of defects after being detected by the sensor. For many processes, this makes locating the defect for removal or rejection much easier.
- Lane reporting is any type of defect reporting sent or communicated directly to the user. This can include alarms, signals, indicators, and printouts resulting from certain defect detections.
- UI enhancements include a broad range of software and features on the user control interface for ease of use and improved data analysis. These enhancements can include 2D and 3D imaging, defect listing, and real-time defect mapping,
Operation Requirements
Operation requirements are properties defined by the process requirements and application in which the inspection equipment is being utilized. These include the operating environment and whether inspection incorporates single or dual sides.
Unique operating environments may require web inspection equipment to include certain design features to ensure proper performance. For example, a dusty or particulate-laden environment will either require equipment isolation or frequent lens cleaning (automatic or manual) to ensure material is not inhibiting inspection by the sensor.
Some processes require material inspection on both sides of the web. This can add to the complexity and cost of equipment, requiring sensors to be installed above and below the web material.
Applications
Web inspection systems can be used in any web based process requiring inspection or flaw detection. They are used in the primary production of:
- Paper
- Film
- Foil
- Fabric
- Textile
Secondary processing lines utilizing web inspection equipment include:
- Coating
- Laminating
- Calendering
- Orienting
- Printing
This equipment is used in various other industries, including:
- Food
- Medical
- Hygiene
- Automotive
References
IVA - Web Inspection, Figure 2
Measurement & Control Solutions, Inc. - Web Inspection Systems, Figure 1
The Free Library - What you should know about web-inspection systems
Wintriss Engineering Co. - Surface Inspection, Precise Defect Classification


