Airlift™ Fluidizing Pneumatic Elevating System
Featured Product from FLSmidth
FLSmidth's Airlift™ System is a pneumatic elevator capable of conveying dry pulverized materials upward through a vertical pipe to discharge into receivers or bins at a substantially higher level. The use of the Airlift System is suitable for those materials which can be fluidized by aeration without segregation. Airlift Systems are used for the cement, aluminum, copper and chemical industries. Minimum capacity is several hundred pounds per hour on a continuous basis. Capacities of 800 MTPH and lift heights of up to 370 feet (113 meters) have been achieved. Airlift Systems are engineered for each application, and the limits of capacities and lift heights are a matter of design.
Features
- Low maintenance
- High-capacity range and lift height
- Variety of materials handled
- Compact unit
- Completely closed circuit
Benefits
- Minimum downtime
- Minimum spares required
- Large range of application flexibility
- Can be used with any material which can be fluidized without segregation
- Minimum space requirement
- Dust-free system
Materials
- Cement
- Alumina
- Copper Concentrate
- Aluminum Hydrate
- Copper Flue Dust
- Fluid Coke
- Catalyst
- Lime
- Phosphate Rock Dust
- Sand
- Sodium Tripolyphosphate
- Chrome Dust
- Slag Dust
- Oxychloride Magnesium
Typical Applications
- Finish Mill to Storage Silos
- Raw Mill Feed to Blenders
- Feed to Preheater
- Ship Unloading Feed to Storage Silos
- Feed to Roaster
- Feed to Storage Bin
- Feed to Silo
- Feed to Mixing Bin
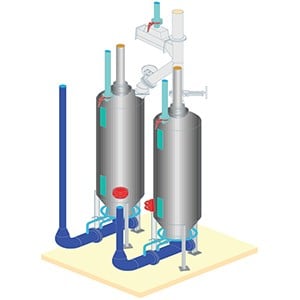
Airlift System Operation and Product Specifications
The Airlift System is characteristically a predominantly maintenance-free, reliable, vertical conveyor. The only moving parts are the material and air supply. The totally enclosed design provides a completely dust-free operation when connected to a dust collection system. An Airlift System consists of a feedbin, pipe, disengaging bin (alleviator) and one or two air supplies. The aeration air aerates the bottom of the feedbin, fluidizing the material within. The primary air conveys the material upward through the Airlift pipe. In operation, the Airlift System is a self-compensating system. As the product feed rate increases or decreases, the fluid level and conveying rate conform to such changes. Therefore, the Airlift System matches the conveying rate to the incoming feed, and compensates for any variations of the feed rate.
Each Airlift System is engineered for each application. For exact product specifications, contact your local FLSmidth representative.











