12.1 NOSING DIES
Deep drawn shells or tubes are used as initial working material in nosing type dies. Chapter 7 describes three types of nosing processes. Fig. 12.1 shows a schematic arrangement of a nosing die of Type I.
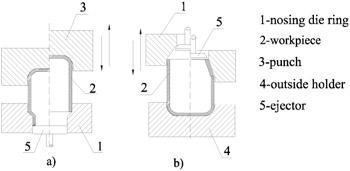 Figure 12.1: Schematic illustration of a Type I nosing die.
Figure 12.1: Schematic illustration of a Type I nosing die. Nosing type dies are designed in two simple variations: In the first, shown in Fig. 12.1a, the top of the workpiece is reduced from a larger to a smaller diameter. An immovable nosing die ring (1) is fixed to the lower shoe, and a movable punch (3) fixed to the upper shoe of this die.
In the second variation, shown in Fig. 12.1b, the top of the workpiece diameter is reduced so that the workpiece, after nosing, has a conic shape. In this second die, the nosing die ring (1) is fixed to the upper shoe so that it is movable, and the workpiece is held with an outside holder (4), attached to the lower shoe.
In both variations, the workpiece is ejected by the ejector (5) after the nosing operation is finished.
The weakness of these kinds of die designs is that there is no provision for the die components to locate the workpiece: if the height of the workpiece is greater than the diameter, deflections or wrinkles may appear in the workpiece during the nosing operation.
Fig. 12.2 shows a design for a Type II nosing die. To the upper shoe (9) is attached the nosing die ring (1),...