Tube Bending Tooling Information
Description
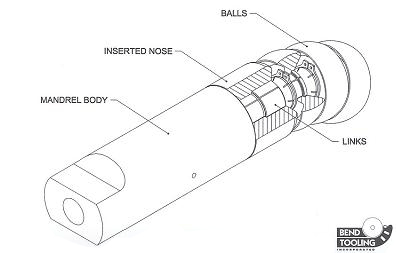
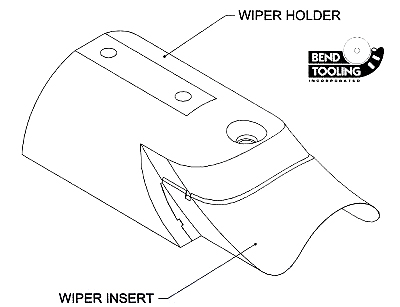
Mandrel Body. Image Credit: Bendtooling.com Wiper die. Image Credit: Bendtooling.com
Tube bending tooling is used to bend tubes to produce finished parts. Tubes are structural, hollow conduits that are used as flow lines for fluids and gases in pneumatic, hydraulic, medical, and process applications or as structural members. Tube bending and fabrication equipment is used to bend tubes and pipes to a desired radius.
Types
Tube bending tooling includes bend dies, clamp dies, press dies and wiper dies, and is used with tube and pipe bending equipment. There are several different types of tube and pipe bending machines, including rotary draw benders (also referred to as mandrel benders), compression benders, ram benders, and roll benders (commonly referred to as 3-roll benders). Each machine type uses specially designed tooling.
-
Rotary draw (or mandrel) benders have several tooling components. The radius of the bend die determines the form of the bend.
-
A mandrel controls the flow of the material at the point of bend in order to maintain the shape of the tube as it sets into the arc of the bend.
-
Design Tip: Set the nose of the mandrel so that it supports as much of the point of bend as possible to ensure the vertical cross-section of the arc will take the shape of the nose as the material is drawn over it
-
- Pressure die is the tool that holds the tube against the bend die under pressure.
-
Clamp die clamps the tubing material to the bend die as it rotates to form the bend. The length and cavity texture are important factors for the clamp die- the shorter the clamp, the rougher the cavity surface must be to maintain the force of the grip on the tube. A formula for clamp die length is: L = t x k - r where "L" is length, "t" is tube diameter, "k" is a constant for rigidity, and "r" is center line radius. For most round tubing, 5 is a good value for "k". Increase "k" for non-round tubing, hard-way bends, and rigid materials such as nickel stainless, titanium, and super alloys. A minimum value for "L", if the clamp die cavity is smooth, is around two times the tube diameter. Increase this minimum as you would increase "k".
-
Bend die (also referred to as former die) is the form against which the tube is clamped and then drawn around to produce a bend. There are three basic types of bend die design: inserted (provides greatest depth of bend), teardrop (for thin tubes), and platform (for very thin diameters and radius). The radius of the bend die determines the form of the bend.
-
Wiper die (also known as a wiper) prevents the formation of a wrinkle on the inside radius of the bend.
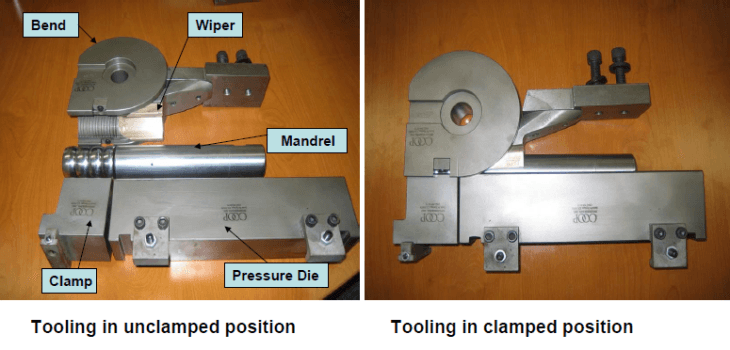
Image Credit: Horn Machine Tools
-
Compression benders operate similarly to rotary draw benders; however the bend die remains stationary in a compression bender. Compression bender tooling includes,
-
Clamp die
-
Bend die
-
Slide piece
-
-
Ram benders use a ram with a radius block that presses the tube or pipe against two counter rollers, or wind dies. The radius on the radius block tooling determines the form of the bend.
-
Three roll benders, used for larger bending radii, have three rollers arranged in a pyramid shape. Roll benders are similar to ram bending, but use a working cylinder and two stationary counter rollers. The positioning of the three rolls determines the form of the bend.
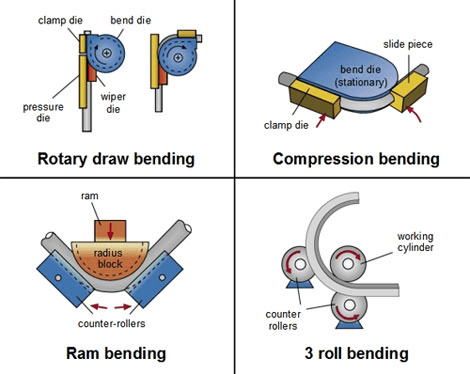
Tube bending methods. Image Credit: Copper.org
Resources
Bending Tools Inc. Encyclopedia


