Physical Testing of Rubber
Primarily intended as a reference for those directly concerned with testing rubbers, this book provides comprehensive coverage of the procedures for measuring the whole range of the physical properties of rubber.
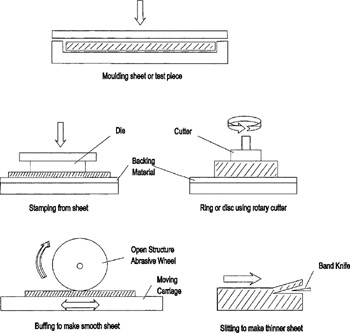
Except for work on complete products, a test piece must be formed before the test can be carried out. In many cases, the test piece can be directly moulded but, particularly when tests on finished products are concerned, the specimens need to be cut and/or buffed to some particular geometric shape (Figure 4.1). It is convenient to consider separately, first the mixing and moulding leading up to a vulcanised (or thermoplastic) test piece or test sheet, and secondly the preparation of test pieces from moulded sheets or products. The preparation of test pieces for tests on raw rubber and unvulcanised compounds will be considered integrally with those tests in Chapter 6.
Processing variables can affect to a very great extent the results obtained on the rubber product or test piece and, in fact, a great number of physical tests are carried out in order to detect the result of these variables, for example state of cure and dispersion. In a great many cases, tests are made on the factory prepared mix or the final product as it is received but, where the experiment involves the laboratory preparation of compounds and their moulding, it is sensible to have standard procedures to help reduce as far as possible sources of variability. Such procedures are provided by ISO 2393 which covers both mills and internal mixers of the Banbury or Intermix type, and also procedures for compression moulding.
The standard does...