Friction & Flow Stress in Forming & Cutting

Based on a January 2000 workshop held in Paris, this collection presents studies of friction and flow stress in actual manufacturing processes and methods for modeling friction and wear.
Based on the experimental data, the tangential and normal forces exerted at the contact part of the rake face and, subsequently, the corresponding stresses acting on this region can be determined. A visual difference can be observed between the friction forces at the tool-chip contact obtained for all selected coatings, as shown in Figures 3 and 4. The difference related to four types of coatings becomes pronounced for a TiC/TiN coating and it is found, at higher feed rates, to be independent of steel grade. This implies that in this case more energy is needed to overcome friction and for the shearing. In contrast, a minimum friction force corresponds to both workpieces sliding over four-layer coating. This evidence is supported in Figure 5 (graph 2a and 2b), where the tangential force increases more intensively with a slow increase in the contact length. Moreover, Figure 5 demonstrates clearly that there exists a distinct boundary between the two steels cut. This indicates that there are different tribological conditions generated for both tool and work materials coupled, but the extreme difference occurs for uncoated carbide tools.
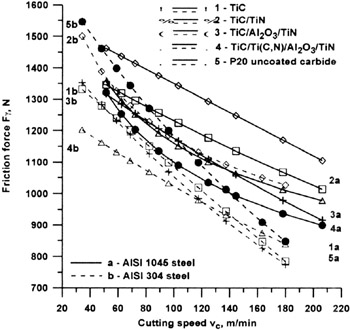
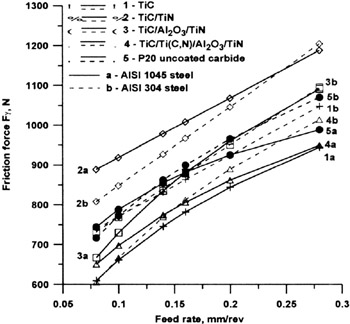
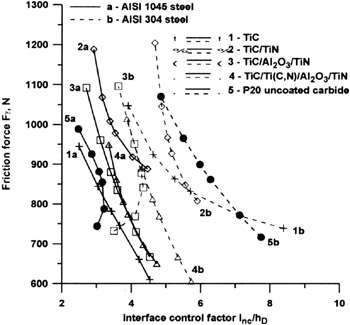
Figure 6 shows that, in general, the contact area increases with an increase in the feed rate, and this area estimated for an AISI...







