Regardless of any active cutting motion, there is always a feedrate involved - this feedrate controls how effectively the tool removes material in various operations - drilling, contouring, facing, pocketing and many other machining operations. As threading operations are the main subject of this chapter, it is important to understand how feedrate is related to single point threading.
In threading, the choice of cutting insert selection, spindle speed and threading feedrate are always restricted - more so than for any other machining operation. Both, the threading tool and feedrate are determined by the engineering requirements - as drawing specifications. In terms of material removal, threading insert is one of the weakest tools used on CNC lathes - yet its applications demand some of the heaviest feedrates used in CNC lathe programming for any tool.
Other factors that can influence the final thread have to be dealt with as well, such as spindle speed (both minimum and maximum), the depth of each threading pass, the tool edge preparation, thread infeed method selected, setup of cutting tool and insert, plus many similar considerations. Often, a simple change of only one factor will correct a threading problem. At other times, many factors have to be considered - and possibly changed - to produce the best thread possible.
Figure 38-9 compares feedrates for turning and threading - they are both in feedrate per revolution.
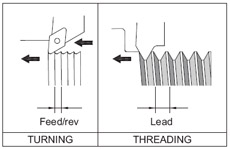 Figure 38-9: Comparison of feedrates between turning and threading
Figure 38-9: Comparison of feedrates between turning and threading Next, we...