Vacuum Deposition onto Webs, Films, and Foils

Written to guide operators and engineers as an onsite consultant would, this unique reference provides a broad appreciation of roll-to-roll vacuum deposition systems and processes.
The bulk of roll coating processes utilize polymer webs and these are dealt with first in this chapter.
Polymer webs produced by the stenter or bubble process and that are biaxially oriented can be made up to 10 m wide. [1 ,2 ] Metallizers are frequently much less than this, anywhere from less than 1 m wide for some capacitor machines to as much as 3.5 m wide for some simple packaging metallizers. Most will be somewhere between 2 and 2.5 m wide. This means that the mill roll produced at the stenter has to be slit into narrower rolls. The more times the rolls are rewound or slit the more chances of winding defects[3] occurring and the greater the quantity of debris attached to the surfaces. Some of the possible defects and causes are described here.
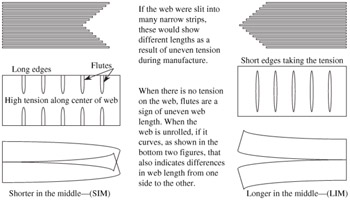
The stress within the web is not uniform (Fig. 8.1) although it is often symmetric about the web centerline. This can mean that there are differences between webs that are slit from the edges of the mill rolls and those that are slit from the center of the mill rolls.