Reciprocating machines are diesel engines, gas engines, and reciprocating compressors, Fig. 15.1. The alignment procedure for these machines is similar to the reverse-indicator or face-and-rim methods already described. However, there are other aspects of the total alignment task for reciprocating machines that are sufficiently different to require a separate discussion. These are foundation stiffness, cold offsets, heat, and torsion. The problems caused by these factors usually first appear as broken parts. They are not always easily detectable with vibration analysis, as they are on smoother rotating machines. Reciprocating machines thump and bang as part of normal operation of the detonation and compression cycle. Detecting metal-to-metal contact and bearing wear is difficult in this loud background noise environment. The analysis problem is one of a poor signal-to-noise ratio. Indeed, the normal noise is usually much louder than the small signal of interest. The adequacy of alignment cannot be judged with confidence from vibration analysis alone. Raw dial-indicator readings cannot be used as alignment criteria because of the dynamic flexing, plain-bearing offsets, shaft sag, critical end thrust, and thermal growth. The alignment task for reciprocating machines reduces to following manufacturers' procedures that have proven to work. Those should always be sought for specific measurement methods and correct final readings. The factors that affect this cold alignment will be discussed in the following sections.
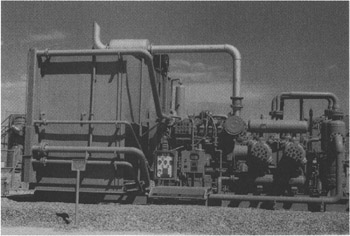 Figure 15.1: Typical cross-country gas pipeline compressor station. From left to right gas cooler (large boxy structure); reciprocating engine powered by natural gas in middle; and four-cylinder reciprocating compressor...
Figure 15.1: Typical cross-country gas pipeline compressor station. From left to right gas cooler (large boxy structure); reciprocating engine powered by natural gas in middle; and four-cylinder reciprocating compressor...
Copyright The McGraw-Hill Companies, Inc. 2000 under license agreement with Books24x7