Wire and Cable Crimpers Information

Wire and cable crimpers tools are designed for the connection of electrical and metal components by cutting, stripping, bending, and deforming. Crimpers differ mainly by the die of tool, which vary depending upon the item to be crimped. As a portable, cold-working technique, crimping is extensive in the electrical and metal-forming industries. Crimping was developed as a high-quality, low cost replacement for soldered terminations.
Hose crimpers have their own Engineering360 specification guide.
Operation
A wire crimper is an essential part of the crimping process, the other parts being the terminal and wire. Terminal size is largely universal and can accept many sizes of gauged wire, which can also vary widely within the same nominative value. As such, the crimp tool is a means of compressing the terminal to both the wire's insulation (for positioning) and the wire's brush (for conduction).
The quality of the tooling determines the quality of the crimp design. Common considerations include if the volume of crimping deserves an automated wire stripping and process machine, or if the application is better suited by an on-site, handheld crimping tool. Many tools will have two crimping cavities to properly roll the terminal's crimps, and possibly more if there are two conductors in the wire. Some crimp tools will feature several gauge sizes and possibly a stripper to enhance the crimper's utility. Crimp tools may also feature interchangeable dies. Die-less crimpers are meant for general applications.
Using a crimp tool - Video credit: American Automotive via Youtube
Operational Manner
Handheld, bench mounted, electric, hydraulic, and pneumatic crimp tools are produced, and the use and volume of crimping largely dictates what method is acceptable. Bench mounted models are becoming increasingly common in automated crimping operations, reducing the demand for handheld models.
| Handheld, manual | Handheld tools are portable, inexpensive, and effective. They typically have interchangeable die-sets. A manually actuated ratchet crimper can yield up to 180 terminations per hour. |
Image credit: Suntek PC |
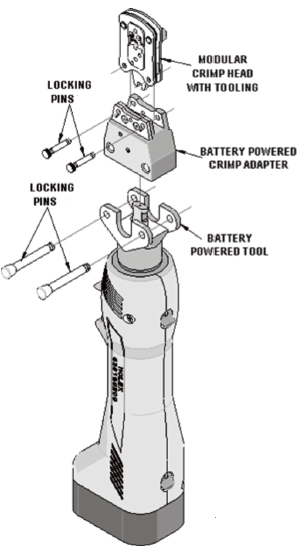
| Handheld, electric | Battery-powered crimpers provide consistent crimps to terminals in a mobile form factor. They have modular crimp heads and can provide more than 200 terminations per hour. |
Image credit: Molex |
| Benchtop, manual | Bench-based crimp tools require human operation, but offer consistent crimps at a rate of about 180 terminations per hour. They require significantly less force than that of handheld, manually activated crimpers. |
Image credit: Polar Wire Products Inc. |
| Benchtop, electric | A fixed-speed motor drives this crimper type that has high quality crimps, is efficient, and is capable of high production rates. This tabletop design is suitable for up to 2,000 connections per hour. |
Image credit: Iwiss Electric |
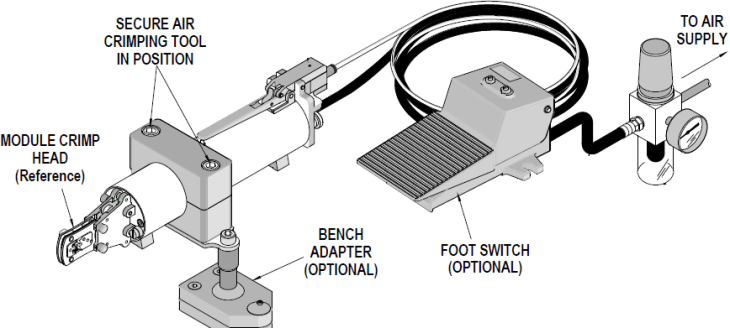
| Pneumatic, mountable | Air-powered crimp tools provide an effortless and flexible crimping solution. These crimpers are tethered to an air supply, and perhaps an operational switch. The unit can be handheld or clamped into place on a workbench. They can produce about 600 hundred connections per hour. |
Image credit: Molex |
|
Hydraulic, handheld |
Hydraulic crimp tools are hand operated and pump hydraulic fluid into the device to compress the die. Despite being hand-driven, effort is considerably less than other manual crimpers. |
Video credit: Harbor Freight via Youtube |



Terminal Type
Terminals vary depending upon the type of cable being worked with, and thus different crimping tools and their associated dies differ accordingly. Not only will dies vary based on the type of terminal connection being made, but also by the gauge of the wire, whether it is based upon American wire gauge or Imperial standard wire gauge. The most common terminal types are as follows:
Crimp Quality
When a terminal is crimped to a wire, microconnections are created that allow current to flow through the connection. While it might seem that a tighter crimp is better, over-tightened terminals will reduce the wire cross section. Other crimping errors, like a loose crimp or wrong ratio of wire to terminal, may result in hotspots or burnout. Quality crimps should last at least a decade.
Terminals will feature one of two barrel types, open-barrel or closed-barrel. Closed-barrel terminals represent a larger segment of the terminal market, offering styles of insulation, quick-connect varieties, and unique terminal shapes and bends. The wire is inserted into a tubular section of metal, and then the terminal is crimped into a shape similar to an ellipse. Open-barrel styles assure maximum resistance to vibration and corrosion, and are more easily automated since the wire is laid onto the connector. The most common crimp style of an open-barrel terminal is known as an 'F crimp', and the terminal features two flanges: one for connection to the wire, and the second to clamp onto the wire's insulation which provides strain relief. Piercing of the insulation is acceptable only when accomplished with manually-actuated handtools; power tools will damage the conducting wire.
Cross-section of acceptable open-barrel crimp styles
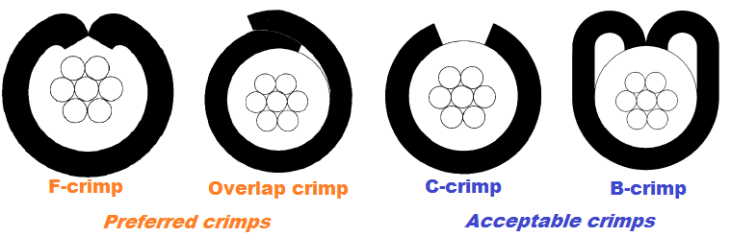
Image credit: Molex
Cross-section of acceptable closed-barrel crimp styles
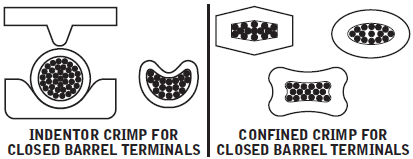
Image credit: Molex
List of acceptable crimp terminations
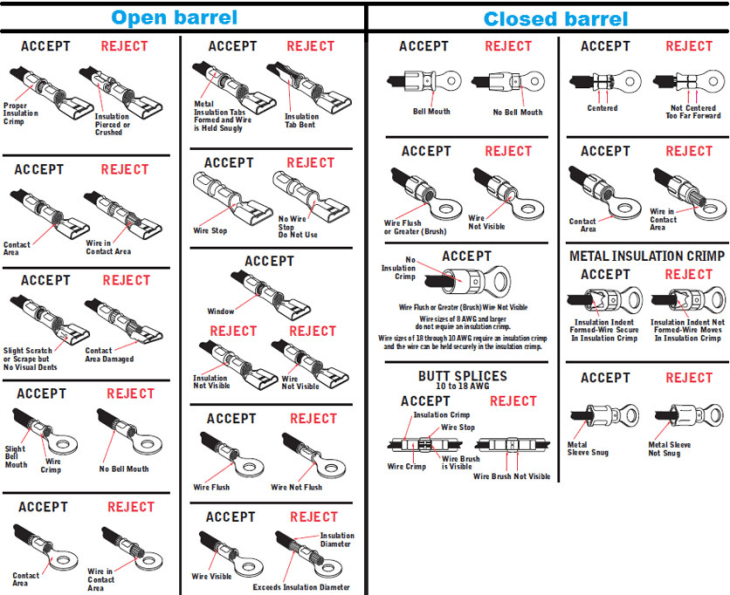
Table credit: Molex
Crimp Testing
There are several destructive tests an operator can utilize to ensure the quality of the crimp.
Bend test: A quality connection will be able to accommodate 90° bends in several directions without misplacing the insulation or wire crimps.
Crimp height testing: Measured from the top surface of the formed crimp to the bottom radial surface, this provides a metric for the mechanical and electrical reliability of the connection. A caliper or crimp micrometer is used for this test, and it provides a good measure of terminal compression and process control.
Pull test: Attaching hanging weights to the wire for one minute, or using a mechanical pull tester, are means of t
Applications
Crimping processes serve applications where soldering has been deemed too expensive, complex, or time consuming to install. There is overall less processing, and the connection will be more durable due to strain relief. Coaxial cable installations require extensive use of crimping, as well as automotive and electrical industries. Bullets are actually crimped into their shells, as well as lures in forms of fly fishing.



Image credits: About Electrical; Four Wheeler; National Institute of Justiceesting the tensile strength--and crimp quality--of a wire termination.
Standards
ATSM B13 - Evaluating connections to 16-gauge wire
BS 4G 178-2 - Crimping control for aircraft wire
BS EN 60352-2 - Solderless connections — Part 2: Crimped connections — General requirements, test methods and practical guidance
ASTM B942 - Quality assurance of crimped wire terminations
Resources
Molex - Application Tooling FAQ
Battery Powered Crimp Tools and Adapters (pdf)
Air Powered Crimp Tool (pdf)
Molex Quality Crimping Handbook (pdf)
Molex Industrial Crimp Quality Handbook (pdf)
eHow - How to Choose the Right Crimping Tool
RF Coax Connectors - Crimp vs. Solder, Pros and Cons
Wikipedia - Crimp Connection; F crimp
Product Design & Development - Crimping 101
Image credit:
PhiloHome
- hydraulic crimping tools
- crimp mil tool
- custom crimp
- mini RG59 crimp
- automatic cable tie installation tool
- aircraft cable crimping tools
- amp cat6 crimp tools
- amp RJ45 crimp tools
- berg hand crimp tools
- BNC crimping tools
- coax hex crimping tools
- D-Sub connector crimping tools
- D-Sub crimping tools
- erma crimp tools
- f connector crimp tools
- faston crimp tools
- high pressure hose crimping tools
- hydraulic cable crimpers crimp tools
- m22520 2-01 crimp tools
- mil 3 crimp tools
- ms25441 crimp tools
- plastic tank radiator crimp tools
- rg179 crimp tools
- rj50 crimp tools
- SMA crimp tools
- wire ferrule crimping tools