Captive Fasteners Information
Last revised: February 11, 2025
Captive fasteners are designed for permanent retention within their target assembly or housing, often even upon servicing, providing a secure joint and avoiding loss or damage that might be caused by a loose part.

Many captive fasteners use thread locking, press-fitting, or broaching to accomplish their anchor-hold within the larger assembly housing. However, some captive fasteners meld with the material into which they are joined, either through cold forming or welding.
Types
There are several types of captive fasteners available including:
- Captive nuts — Captive nuts are internally-threaded, captive fasteners designed for quick-connecting with studs. They are good for blind locations and can usually be attached without damaging panel finishes. They are often used in electronic and industrial enclosure applications.
- Pallet nuts — Pallet nuts are also known as "tee nuts" or "knock-in nuts." Pallet nuts are usually made from metal or plastic and have a large flange with teeth that get hammered into place by the user. The teeth dig into pallet material, holding the joint fast.
- Weld nuts — Weld nuts are captive fasteners designed for welding to flat surfaces for permanent retention within an assembly. Weld nuts have threaded holes through the base and come in several types.
- Captive pins — Captive pins are often used in electronic circuit board applications, where they are pushed like a rivet into their target panel hole. They feature strong, self-clinching heads that deform softer mating materials. These heads resist torque and assembly push-out forces, and may also rest flushly against a panel or board.
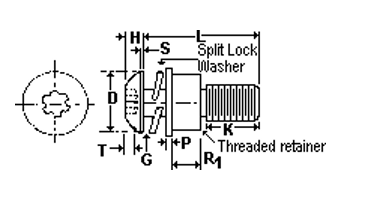
- Captive screws — Captive screws are fasteners designed for ease of installation, often knurled for finger use and retained within their functional environment when not engaged. Captive screw (or bolt) retention prevents loss or damage within the captive screw's parent assembly, or damage to components in the nearby working environment.
- Captive standoffs — Captive standards are internally-threaded fasteners designed to secure, support, or provide spacing for circuit boards and similar assemblies upon use of a mating screw.
- Captive studs — Captive studs are externally-threaded fasteners designed for permanent assembly integration. They are sometimes used to provide retention for outer-surface metal housing attachments to body structures.
Features

Captive fastener features include: self-clinching (used for ductile materials) and broaching (used for non-ductile materials).
- Self-clinching — Captive fastener has an integrated mechanism (non-broaching) for deforming material and permanently locking into place. Example uses include sheet metal integration and printed circuit board (PCB) fastening.
- Broaching — Captive fastener — nut, screw or stud — accomplishes joining through a material removal process at time of installation. An example of a broaching captive fastener is a printed circuit board (PCB) captive nut that has knurled cutting-shanks. The nut is pressed into a drilled hole, and accomplishes fastening via interference fit.
Installation
Each type of captive fastener becomes a permanent part of the panel or item to which it is installed. This permanent installation eliminates loose hardware problems. Both a self-clinching fastener and a broaching fastener will withstand high push-out and torque-out forces. Weld nuts self pilot into pre-drilled holes and are round, thus eliminating need for indexing. A weld nut is best suited for applications needing high strength.
Some captive fasteners may be installed by pressing the fastener into a pre-drilled or punched hole. In this case, a squeezing force is next applied to embed the fastener in the panel. The squeezing process causes displaced panel material to flow into the shank of the fastener (through a cold flow process) locking the fastener to the panel. The amount of time that force is applied to captive fasteners is important; enough time must be allowed for the material to flow. Because of this, hammers cannot be used to apply force to the captive fastener as the force does not last long enough for the cold flow process to take place.
Captive fasteners are valuable as they add speed during initial assembly and field servicing, thus keeping costs low. Generally captive fasteners use less space and require fewer assembly operations than caged or anchor nuts. Captive fasteners can be used whenever a component must be easily replaced or where hardware cannot be accessible. It is important to keep in mind that the fastener must be compatible with the panel or sheet material being used. In addition, the hardness of the fastener must be greater than the hardness of the panel material.
Standards
Captive fasteners must adhere to certain standards and specification to ensure proper design and functionality. Additional standards can be found at the IHS standards store.
DEF STAN 81-73 — Guide on use of captive fasteners.
Captive Fasteners FAQs
How do the different types of captive fasteners impact their installation and performance?
The impact of different types of captive fasteners on their installation and performance can be understood through several key aspects.
Types of Captive Fasteners
Captive Screws: These are designed for ease of installation and are often knurled for finger use. They remain within their functional environment when not engaged, preventing loss or damage within the assembly or nearby components.
Captive Standoffs: These are internally-threaded fasteners used to secure, support, or provide spacing for circuit boards and similar assemblies.
Captive Studs: These are externally-threaded fasteners designed for permanent assembly integration, often used for retaining outer-surface metal housing attachments.
Installation Considerations
Captive fasteners become a permanent part of the panel or item to which they are installed, eliminating loose hardware problems. They are installed by pressing into a pre-drilled or punched hole, followed by applying a squeezing force to embed the fastener in the panel. This process requires sufficient time for the material to flow, making hammers unsuitable for installation.
Self-clinching fasteners require the panel material to have adequate ductility and must be installed with a squeezing force to ensure proper performance.
Performance Factors
Captive fasteners are valued for adding speed during initial assembly and field servicing, keeping costs low. They generally use less space and require fewer assembly operations compared to other fasteners like caged or anchor nuts.
Self-clinching fasteners must meet specific mechanical strength measures such as push-out, torque-out, and side load. Factors affecting their performance include panel hardness, hole size, and panel thickness.
Standards and Compatibility
Captive fasteners must adhere to certain standards to ensure proper design and functionality. Compatibility with the panel or sheet material is crucial, and the hardness of the fastener must be greater than that of the panel material.
How do self-clinching fasteners differ from other types of captive fasteners?
Self-clinching fasteners differ from other types of captive fasteners in several key ways:
Installation Method
Self-clinching fasteners are installed by pressing them into a pre-drilled or punched hole in a ductile material, followed by applying a squeezing force. This process causes the material to flow into the fastener's shank, locking it in place through a cold flow process.
Other captive fasteners, such as captive screws, standoffs, and studs, may also be installed by pressing into a hole, but the specific installation requirements can vary depending on the type and application.
Performance Factors
Self-clinching fasteners are designed to withstand high push-out and torque-out forces, which are critical performance measures. Factors such as panel hardness, hole size, and panel thickness must be within specified ranges to ensure optimal performance.
Other captive fasteners may have different performance characteristics based on their design and intended use. For example, captive screws are valued for ease of installation and retention within their environment, while captive studs are used for permanent assembly integration.
Material Compatibility
Self-clinching fasteners require the panel material to have adequate ductility to allow for the cold flow process during installation.
Other captive fasteners may have different material compatibility requirements, depending on their design and the application environment.
What is the installation process for captive fasteners?
The installation process for captive fasteners involves several important steps and considerations to ensure proper functionality and performance. Here's a detailed overview:
Installation Method
Captive fasteners, such as self-clinching and broaching fasteners, are typically installed by pressing them into a pre-drilled or punched hole in the panel or item. A squeezing force is then applied to embed the fastener into the panel. This process causes the panel material to flow into the fastener's shank, locking it in place through a cold flow process.
Squeezing Force
The application of a squeezing force is crucial for the installation of captive fasteners. This force must be applied for a sufficient amount of time to allow the material to flow properly. Hammers are not suitable for this process because they do not provide a sustained force, which is necessary for the cold flow process to occur.
Material Compatibility
The panel material must have adequate ductility to allow for the cold flow process during installation. Additionally, the hardness of the fastener must be greater than that of the panel material to ensure proper embedding and retention.
Performance Factors
Proper installation is essential to achieve the desired mechanical strength, including high push-out and torque-out forces. Factors such as panel hardness, hole size, and panel thickness must be within specified ranges to ensure optimal performance.
Permanent Integration
Once installed, captive fasteners become a permanent part of the panel or item, eliminating loose hardware problems. This permanent integration is beneficial for applications where components must be easily replaced or where hardware cannot be accessible.
How do is the performance of self-clinching fasteners tested?
Testing the performance of self-clinching fasteners involves evaluating several key mechanical strength measures. According to the information available, these tests focus on the following aspects:
Mechanical Strength Measures
Push-out: This test measures the force required to push the fastener out of the panel. It assesses the fastener's ability to remain securely attached under axial loads.
Torque-out: This test evaluates the resistance of the fastener to rotational forces. It ensures that the fastener does not rotate within the panel when subjected to torque.
Side Load: This test measures the fastener's ability to withstand lateral forces, ensuring it remains secure under side loads.
Dimensional Check
Thread Fit: This involves checking the dimensional accuracy of the threads, which is crucial for ensuring proper engagement and performance of the fastener.
Factors Affecting Performance
The performance of self-clinching fasteners is influenced by several factors, including:
Panel Hardness: The panel must be softer than the fastener to allow proper clinching.
Hole Size and Placement: Holes must be correctly sized and positioned away from edges and bends.
Panel Thickness: The panel must meet minimum thickness requirements for the specific fastener.
Panel Ductility: The material must have adequate ductility to allow for the cold flow process during installation.
Proper Installation: Fasteners must be installed using a squeezing force, not hammer blows, to ensure they are fully and correctly embedded.
These tests and considerations ensure that self-clinching fasteners perform optimally in their intended applications, providing secure and reliable attachment.
What are the advantages of using captive fasteners in field servicing?
The advantages of using captive fasteners in field servicing are highlighted by several key benefits:
Speed and Efficiency
Captive fasteners add speed during both initial assembly and field servicing. This efficiency helps in keeping costs low, as they generally require fewer assembly operations compared to other fastening solutions like caged or anchor nuts.
Space-Saving Design
These fasteners use less space, which is particularly beneficial in applications where space is limited. This compact design can be crucial in complex assemblies where every millimeter counts.
Permanent Integration
Once installed, captive fasteners become a permanent part of the panel or item, eliminating loose hardware problems. This permanent integration is advantageous in field servicing as it reduces the risk of losing components during maintenance or repairs.
Ease of Replacement
Captive fasteners are ideal for applications where components must be easily replaced. This feature is particularly useful in field servicing, where quick and easy access to components is often necessary.
Reduced Risk of Damage
By preventing loss or damage within the assembly or to nearby components, captive fasteners help maintain the integrity of the assembly during servicing. This is especially important in environments where precision and reliability are critical.
Captive Fasteners Media Gallery
References
GlobalSpec—Rumco: Empowering Innovation, Engineering Value
GlobalSpec—A guide to fasteners: Types of bolts, nuts, and washers
Image credits:
BRIM Electronics, Inc. | ASM Corp. | Keystone Electronics Corp.
- # 0
- # 10
- # 4
- # 6
- # 8
- 1/4"
- 5/16"
- ASME / ANSI
- Aluminum
- Brass
- Captive Nuts
- Captive Screws
- Captive Standoffs
- Captive Studs
- Floating
- Flush-Mount
- Hardened Steel
- Knurled
- M2
- M2.5
- M3
- M3.5
- M4
- M5
- M6
- M8
- Nickel Plated
- Nylon
- Pan Head
- Phillips / Frearson
- Plastic
- Self-Clinching
- Slotted
- Socket Head Cap
- Stainless Steel
- Steel
- Torx®
- Winged
- Zinc Plated