Welding Processes Handbook

This explanatory guide to the commercially significant and commonly-used welding processes covers the design of welded joints, quality assurance and costing, and can be applied to all instruction levels.
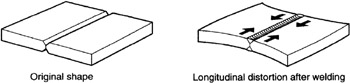
All fusion-welding methods produce the weld by moving a molten pool along the joint; when the heated metal cools, the shrinkage introduces residual stresses and distortion in the welded structure. The stresses produce longitudinal and rotational distortion.
Longitudinal distortion. "Shortens" the weld, but may in many cases not be a serious problem. An example of this type of distortion is a welded beam that can be bent if the weld is not located symmetrically (in the centre of gravity of the cross section). If more than one weld is used, they must be symmetrical.
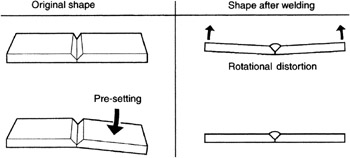
Rotational distortion. The rotational distortion (see Figure 1.13) can be minimised by making the weld bead symmetrical about the neutral axis or by having a parallel-sided single pass weld, as with electron beam welding. A stiff section can also prevent this type of distortion from appearing.
Distortion is often minimised by offsetting the joints prior to welding, or by placing weld beads in a suitable sequence.
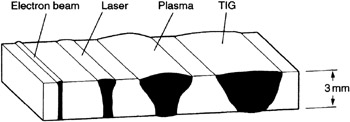
Limiting the heat input can also reduce distortion. A more intense heat source allows higher speed, lower heat input and less distortion. See Figure 1.14.