Welding Processes Handbook

This explanatory guide to the commercially significant and commonly-used welding processes covers the design of welded joints, quality assurance and costing, and can be applied to all instruction levels.
Electroslag welding is a mechanised method of making vertical and near-vertical welds, with a maximum slope of 15 from the vertical. It is intended for welding very thick materials (40 mm and up), although it can also be used for thinner materials.
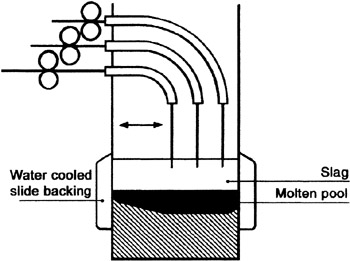
The process is started by striking an arc between the electrode and the workpiece. Flux is fed into the joint, and melts to form a bath of slag that increases in depth as more flux is added. When the temperature of the slag, and thus also its electrical conductivity, has increased sufficiently, the arc is short-circuited and the current is carried by the molten slag, maintaining its temperature by resistive heating.
The molten metal is prevented from escaping from the joint by water-cooled copper shoes, which may be fixed or arranged to travel with the welding head. The weld is formed between them and the surfaces of the joint. The welding head moves up the joint as welding progresses. One or more filler wires may be used, depending on the thickness of the plate. If the material is very thick, the welding head may weave.
The benefits of the method include:
High productivity
Low cost for joint preparation
Single pass, regardless of the plate thickness
No angular deformation when making butt joints
Little transverse shrinkage
Little risk of hydrogen embrittlement.
A drawback of the method is that the high heat input means that the weld and HAZ cool only slowly,...







