Welding Processes Handbook

This explanatory guide to the commercially significant and commonly-used welding processes covers the design of welded joints, quality assurance and costing, and can be applied to all instruction levels.
Submerged arc welding, SAW, (Figure 7.1) is a high-productivity method of welding, generally carried out using mechanical welding methods and suitable for use with 1 3 continuous wire electrodes.
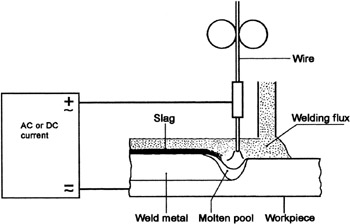
The arc or arcs are struck and burn beneath a layer of flux, which is supplied to the welding head whilst the welding is in progress. The flux closest to the arc melts and forms slag on the surface of the weld, thus protecting the molten metal from reacting with the oxygen and nitrogen in the air. Residual powder is sucked up, returned to the flux hopper and re-used.
Welding can be carried out with DC or AC.
If the welding parameters are properly set, the appearance of the weld is often very uniform and bright, merging smoothly into the workpiece material. The slag also usually comes away by itself.
The flux masks the light from the arc and there is no smoke or spatter from the weld. This improves working conditions as compared to that of gas metal-arc welding. On the other hand, there is still the need to handle the flux: although its supply to the weld and subsequent recovery are mechanised, it is still a complicating factor.
The advantages of the submerged arc welding method are
A high deposition rate
Deep penetration, which allows the quantity of filler material to be reduced
The ability to achieve a high arc time factor (i.e. effective welding time)
High weld quality
Improved...







