Spray Guns and Applicators Information
Spray guns and applicators are responsible for the aim and spray pattern of a  spray media, such as paint, chemicals, or powder-based surface coatings. These system components typically have a trigger or button to initiate the spray when they are manually operated, or they reserve a mount for automated spray operations.
spray media, such as paint, chemicals, or powder-based surface coatings. These system components typically have a trigger or button to initiate the spray when they are manually operated, or they reserve a mount for automated spray operations.
Spray guns and applicators are generally available in two control options: manual or automatic. Manual designs are held by the operator, who physically articulates the spray direction and activation. Often, the operator can adjust the nozzle's spray pattern and intensity. Automatic designs are affixed to a robotic arm or a stationary mount where parts feeders or conveyors process finished and unfinished substrates.
Some nozzles are relied upon to provide the atomization of the spray media, and others serve as the point where two separate agents are mixed for the first time. Applicators vary considerably from application to application, as well as by the means of how the coating material is driven.
-
Hydraulic spray applicators rely upon the turbine, compressor, or pump to impart kinetic force on the surface coating. The nozzle determines spray pattern, and may be integral to the spray media's atomization.
-
Rotary atomizers utilize a spinning disc or bell to discharge particles away from the applicator.
-
Ultrasonic applicators use a piezoelectric crystal to separate liquids or powders into particulate form by high frequency vibration.
-
Electrostatic applicators incorporate an electrode into the applicator to charge the powder or liquid. At the nozzle, the spray agent repels from itself, while being attracted to a negatively charged or grounded surface.
Nozzle Types
Hydraulic Nozzles—Single Fluid
|
Plain orifice |
Minimal atomization with a direct, concentrated stream. |
|
|
Shaped orifice |
A V-shaped notch fans the spray into a cone spray pattern. |
|
|
Impinged orifice |
An impinged orifice forces the spray into a variety of shapes, dependent upon the geometry of the impingement. In the example at right, a flat surface results in a flattened, one-direction spray. It can produce a hollow or full cone spray. |
|
|
Pressure swirl |
A hallow cone is produced by the use of a spiraled nozzle chamber. A compressed gas is forced through the center of the chamber to form a perimeter-only spray. |
|
|
Solid cone |
A swirling motion is induced within the nozzle, but gas pressure is reduced to produce a solid cone spray pattern. |
|
|
Compound |
An assembly in which more than one outlet is incorporated into the applicator. |
|






Hydraulic Nozzle—Two Fluid

")
Internal and external two-fluid nozzles
Two-fluid nozzles combine pressurized gas and the spray agent within the nozzle to initiate atomization. They are classified either as internal mix (if the two fluids combine within the nozzle) or external mix (if the two fluids first interact at the orifice). External mix nozzles are preferred for solids. Two fluid nozzles are prone to failure if droplet size is excessive.
Rotary Nozzles
The rotational speed of the rotary atomizer determines droplet size. These devices are available in a variety of sizes and configurations, and their main advantages include low levels of paint rebound and overspray. Rotary spray guns are usually automated, and the media is released from orifices around the perimeter of the atomizer.
Ultrasonic Nozzles
Ultrasonic applicators rely on vibrational energy (20-50 kHz) to produces a gentle, low-velocity spray. It is frequently used to apply a liquid coating to fragile materials. However, the pzieolastic crystal does not propel the liquid coating, and the applicator is typically fed by gravity or a low pressure pump. As such, ultrasonic nozzles are best utilized to create a downward spray in a minimal-turbulence environment. Drop size and flow rate are determine by the frequency of operation, while patterns are determined by geometry of the exit orifice. These devices are efficient and reliable, and find employment in laboratories and commodities manufacturing.
Electrostatic Nozzles
This method is efficient for applying liquid coatings and lubricants, and in this instance the nozzle imparts a high voltage, low current charge to the spray media. Hydraulic pressure feeds the applicator, and a liquid jet disperses via the means of the electric field established by a charge imparted to the workpiece or by a counter electrode. The spray media is uniformly deposited around the workpiece and there is minimal overspray. Electrostatic nozzles are hard to clog and offer great control. Water-based liquids are difficult to spray by this method.
Construction
Materials of applicator construction largely depend upon the application and environment intended for its use. Many handheld applicators utilize rubber and plastic housings to protect components and make the design ergonomically functional. Nozzles and internal components are frequently metal, such as brass, stainless steel, and nickel alloys, but other PTFE, PVC, and ceramic materials are also used.
Spray Characteristics
Spray Pattern
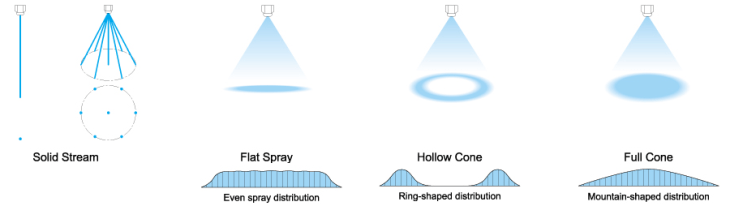
Spray applicators rely upon nozzle geometry to determine spray shape and intensity. The resultant spray patterns resemble one of the following.
-
Stream: A spray agent is propelled in a homogeneous liquid to provide a surface coating. Almost no atomization occurs at low pressures. The nozzles used for this type of spray are exceptionally basic.
-
Hollow cone: The spray is distributed from the nozzle in a ring. Very small droplet sizes can be achieved, and there is little chance of providing an uneven coating to the surface.
-
Full cone: The spray is applied in a round dimension with no coverage absence. Medium to large-sized droplets are produced. This is the most widely used spray pattern.
-
Flat spray: A thin, long spray outline distributes a coating across the surface. The pattern is uniform across its application and it is helpful for large, flat surface areas.
Droplet Size
The size of individual particles of the spray is affected by nozzle design, pressure intensity, spray capacity and angle, and the surface tension, flow rate, specific gravity, and viscosity of the spray agent. There is a fine balance between the pressure needed for the spray to reach the component and the droplet size and spray volume required to ensure coverage.
An increase in spray capacity and the surface tension and viscosity of the media will result in larger droplet sizes, while an increase in pressure, spray angle, and flow rate will reduce droplet size.

S pray Angle and Coverage
pray Angle and Coverage
While the spray angle for the nozzle is not affected, the coverage of the spray is partially determined by the distance from the substrate. Spray angle is important to have efficient application of the coating, while covering a larger area helps accelerate the spray process. Liquids more viscous than water typically form smaller spray angles, and vice-versa.
Coating Performance
Several properties affect the ability of a surface coating to be sprayed, including temperature, viscosity and surface tension.
Temperature affects coating viscosity and surface tension. Manufacturers frequently measure droplet sizes in laboratory settings at 70° F, a temperature considered optimal for liquid spray agents.
Liquids with high viscosity require a higher minimal pressure to initiate atomization. High viscosity also creates higher droplet sizes and smaller spray angles.
Lower surface tensions for can be operated at lower pressures, and higher surface tensions are adverse to hollow cone spray patterns.
Spray Gun and Applicators Standards
The following standards may be useful when considering spray guns.
- BS 6356 P1 Testing agricultural spray nozzles
- A-A-50310 Heavy duty spray paint guns
- BS EN 50050-1 Electrostatic hand-held spraying equipment — Safety requirements - Part 1: Hand-held spraying equipment for ignitable liquid coating materials
- BS EN 50580 Handheld, electric spray guns
- SAE AMS-G-952 Oil and solvent spray guns
- A-A-55748 Manual insecticide sprayers
- BS EN 13966-1 Transfer efficiency of atomized and sprayed liquids
- BS EN 1953 Spray equipment safety
Resources
Sonics - Ultrasonic atomizers datasheet (.pdf)
Wolfson Electrostatics - Electrostatic Atomisation and Spraying
Wikipedia - Spray nozzle; Spray (liquid drop); Spray characteristics; Spray painting
Ikeuchi USA - Technical Information
Image credits:
CJ Spray | Wikimedia | Ikeushi USA
- Air Spray (Air Atomized)
- Air-assisted Airless
- Airless
- Atomization (Wet Spray)
- Automatic
- Color Change
- Dust Collection / Air Filtration System
- Electrostatic Coating
- Fiber Chopper / Composites Spray-up
- Gravity Feed
- HVLP
- Handheld
- Integral Regulator
- Machine / Reciprocator
- Mini-spray / Airbrush
- None - Manual
- Plastic
- Plural Components / Catalyst Injector
- Powder Coating
- Pressure Feed
- Reciprocator / Robotic Arm
- Stainless Steel
- Steel / Aluminum
- Suction Feed (Venturi / Siphon)
- Gravity Feed Spray Gun
- RTV dispensing gun
- Adhesive Spray Gun
- plastic molds importer
- liquid plastic spray
- metal powder atomizer
- Silicone Applicator
- Disinfectant Atomizer
- Aerosol Atomizer
- Fertilizer Gun
- Fiber Chopper Gun
- Oil Atomizer
- Plastisol Spray Gun
- Pneumatic Spray Gun
- Silicone Gun
- Triboelectric spray gun
- Cavity Spray Gun
- Gel Coat Applicator
- Graphite Spray Gun
- Handheld Atomizer
- Internal Spray Gun
- Mold Release Spray Gun
- Pesticide Atomizer
- Pneumatic Gun
- Polyester Spray Gun
- Polyurea Applicator
- Rotary Cup Atomizer
- Rotary Disc Spray Gun
- Silicone Spray Gun
- Tube Applicator